|
|
Yleisohjeita
- Palauta aina käyttämäsi työkalut takaisin paikalleen.
- Pidä kaikkien laatikoiden kannet aina kiinni, muuten ne ovat täynnä härmistynyttä metallitomua.
- Siivoa tila aina käytön jälkeen, tehdyn työn määrästä riippumatta.
- Siivoa harjalla roskat työpinnoilta lattialle.
- Harjaa lattialta roskat kasaan.
- Siirrä kihvelillä ja harjalla kasa roskikseen.
- Kaikki työtasot tulee jättää tyhjiksi.
Safety | Turvallisuus
- Suojaa kuulo, näkö ja hengitys.
- VARO VALOKAARTA – hitsatessa pitää huolehtia kaikille läsnäolijoille tieto hitsauksen alkamisesta.
- Tulitöiden tekemisen jälkeen täytyy läbillä olla vartiossa tulen syttymisen varalta tunnin verran.
Laitteet ja työkalut
HUOM! Keraaminen uuni ei ole vielä käyttövalmis.
- pora
- sahoja sekä teräkselle ja alumiinille
- hiomakoneet, käsi- ja saha-tyyppinen
- sekä MIG ja TIG hitsauskoneet
Hitsaus | Welding
https://wiki.helsinki.hacklab.fi/hitsaus
Aluminium saw | Alumiinisirkkeli
|
General instructions
- Always return all tools you have used to their proper place.
- Keep boxes closed, or they will fill up with deposited metal dust.
- Always clean up after working, irrespective of the amount of work you did.
- Brush trash from work surfaces to the floor.
- Brush all loose trash from floor to one pile.
- Move pile to trash using dustpan.
- All work surfaces must be left empty.
Safety
- Protect your hearing, eyesight and breathing.
- BEWARE OF THE ARC – when welding everyone present must be aware of start of welding.
- After fire-type work you must stay around for about an hour to keep an eye for fires breaking out.
Equipment and tools
NOTE! The ceramic oven is not ready to use yet.
- drill
- saws for both steel and aluminum
- grinders, both handheld and saw-type
- both MIG and TIG welding machines
Welding
https://wiki.helsinki.hacklab.fi/hitsaus
Aluminium saw
|
Use for aluminium, brass, bronze and other similar soft metals. Observe closely when cutting copper, it might get stuck on the blade surface. The blade cuts from below using the handle. Do not pull up the lever too hard. Cutting steel is absolutely forbidden!
Metal saw | Metallisirkkeli
Metal saw is currently out of use. It is being transferred into abrasive cutting and multi purpose machine with dust evacuation.
For cutting steel and other iron metals.
Use patience when cutting, do not rush. Attach your workpiece well. Cutting liquids can be used moderately, e.g. spray bottle. Don't make a mess and clean up afterwards.
Welding | Hitsaus
- Prepare yourself, the materials and the work site. If you don't have routines for this, ask around during open Tuesdays.
- Make a log book entry in the Welder's log.
- Weld. Close the gas bottle when you take a break (=leave the room). The hoses leak gas.
- Finally close bottle, disconnect electricals, note gas reading into the log, and return the worksite to its original state.
- Valmistele itsesi, materiaalit ja työpiste. Jos sinulla ei ole tähän rutiinia, tiistaisin kyselemällä saa parhaiten homman alkuun.
- Kirjaa itsesi Hitsarin lokikirjaan.
- Hitsaa. Sulje kaasupullo kun pidät tauon (=lähdet huoneesta). Letkut vuotavat kaasua turhaan.
- Lopuksi sulje pullo, irrota sähkölaitteet verkosta, kirjaa kaasulukema lokikirjaan ja palauta työpiste alkutilaansa.
Telwin TIG original manual.
|
|
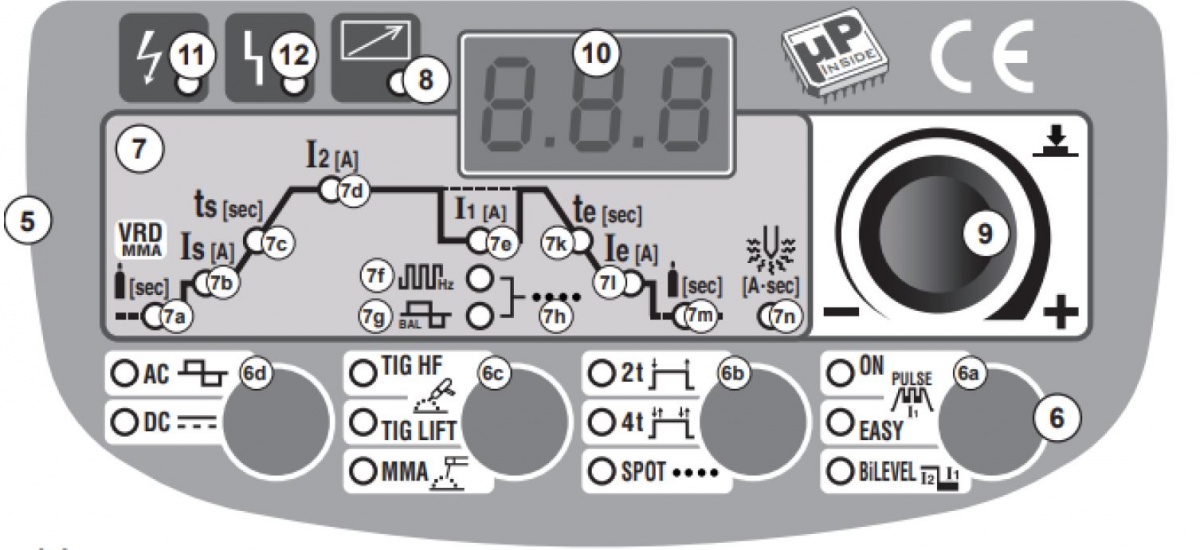
Aloittelijan pika opas:
- 6a) Pulssihitsausvalinta, yleensä AINA pois päältä (kaikki kolme lediä =off)
- 6b) AINA 2T
- 6c) AINA TIG HF!
- 6d) AC = Alumiini, DC = teräs, RST
- 7a) Esikaasu = 1s
- 7b) Aloitusvirta = noin 50% päävirrasta
- 7c) Käynnistys ”virtaramppi” = 2s
- 7d) Hitsausvirta, karkea nyrkkisääntö 1mm = 30-40A, 2mm = 60-80A, 3mm = 90-110A (asennossa piena)
- 7e) Pulssihitsauksen matalanpulssin virta (ei normaalisti käytössä)
- 7f) Taajuus, kaksois tarkoitus, pulssihitsauksen taajuus, TAI yleensä AC virran taajuus= puhdistus =70hz
- 7g) Tasapaino/Balanssi, kaksoistarkoitus, pulssihitsauksen taajuus, TAI yleensä AC virran pulssisuhde +/- =60%
- 7h) pistehitsaus kestoaika
- 7k) Loppu virtaramppi, lopetusvirran lasku aika = 2s
- 7l) Loppuvirtaramppi, lopetusvirta =noin 50% päävirrasta
- 7m) Jälkikaasu, vähintään pidempi kuin lopetusvirta =3s
- 7n) AC hitsauksen elektrodin esilämmitys =3s
Kaasun virtaus 7litraa tunnissa
2,4mm elektrodi (harmaa, kultainen, siniset= kaikki aineet) (punainen=teräs&RST, vihreä alumiinille)
Teroitus, pitkä terävä kärki, noin 6mm kupista ulkona. Hyvä aloituskoko kupille 6-7.
|
Quick Start Guide:
- 6a) Pulse welding selection, usually ALWAYS off (all three LEDs = off)
- 6b) ALWAYS 2T
- 6c) ALWAYS TIG HF!
- 6d) AC = Aluminum, DC = steels, stainless steel
- 7a) Pregas = 1s
- 7b) Start current= about 50% main current
- 7c) Start ”power ramp” = 2s
- 7d) Welding current, rough rule of thumb 1mm = 30-40A, 2mm = 60-80A, 3mm = 90-110A (asennossa piena)
- 7e) Pulse welding low pulse current (not normally used)
- 7f) Frequency, dual purpose, pulse welding frequency, OR usually AC current frequency = cleaning = 70hz
- 7g) Balance, dual purpose, pulse welding frequency, OR generally AC current pulse ratio +/- =60%
- 7h) spot welding duration
- 7k) End current ramp, end current drop time= 2s
- 7l) Final current ramp, terminating current = approx. 50% of main current
- 7m) After-gas, at least longer than the shut-off current =3s
- 7n) AC welding electrode preheating =3s
Gas flow 7 liters per hour
2.4mm electrode (gray, gold, blue = all materials) (red = steel&stainless steel, green for aluminum)
Sharpening, long sharp tip, about 6mm from the cup outside. Good starting size for the cup 6-7.
|
Labilla 14.5.2019 olevat tig-lisäaineet
316LSi 1.6mm
5356 2,4mm
4043 1,6mm
Other tools















