Ero sivun ”Työkoordinaatistojen ohjelmointi” versioiden välillä
Msm (keskustelu | muokkaukset) pEi muokkausyhteenvetoa |
Ei muokkausyhteenvetoa |
||
| (Yhtä välissä olevaa versiota samalta käyttäjältä ei näytetä) | |||
| Rivi 1: | Rivi 1: | ||
See: | |||
[[Coordinate_system_programming|Coordinate system programming]] | |||
Olipa G-koodiohjelma tuotettu 3D-mallista jollain työkalulla kuten Fusion 360 tai Mastercam, tai kirjoitettu käsin työpiirustuksista suoraan, on tarkoituksenmukaista sitoa ohjelman koordinaatisto itse työkappaleeseen eikä työstökoneeseen. Tätä varten Lotassa on tyypilliseen tapaan useita työkoordinaatistoja, jotka voidaan esiasettaa ja valita ohjelmassa käyttöön halutussa vaiheessa. Tyypillinen käyttötapa on valita haluttu koordinaatisto heti alussa ja pitää se voimassa koko ohjelman suoritusajan. Mutta mikään ei estä vaihtamasta koordinaatistoa vaikka kuinka usein ohjelman aikana.<br /> | Olipa G-koodiohjelma tuotettu 3D-mallista jollain työkalulla kuten Fusion 360 tai Mastercam, tai kirjoitettu käsin työpiirustuksista suoraan, on tarkoituksenmukaista sitoa ohjelman koordinaatisto itse työkappaleeseen eikä työstökoneeseen. Tätä varten Lotassa on tyypilliseen tapaan useita työkoordinaatistoja, jotka voidaan esiasettaa ja valita ohjelmassa käyttöön halutussa vaiheessa. Tyypillinen käyttötapa on valita haluttu koordinaatisto heti alussa ja pitää se voimassa koko ohjelman suoritusajan. Mutta mikään ei estä vaihtamasta koordinaatistoa vaikka kuinka usein ohjelman aikana.<br /> | ||
{| | {| | ||
Nykyinen versio 3. helmikuuta 2021 kello 22.06
See: Coordinate system programming
Olipa G-koodiohjelma tuotettu 3D-mallista jollain työkalulla kuten Fusion 360 tai Mastercam, tai kirjoitettu käsin työpiirustuksista suoraan, on tarkoituksenmukaista sitoa ohjelman koordinaatisto itse työkappaleeseen eikä työstökoneeseen. Tätä varten Lotassa on tyypilliseen tapaan useita työkoordinaatistoja, jotka voidaan esiasettaa ja valita ohjelmassa käyttöön halutussa vaiheessa. Tyypillinen käyttötapa on valita haluttu koordinaatisto heti alussa ja pitää se voimassa koko ohjelman suoritusajan. Mutta mikään ei estä vaihtamasta koordinaatistoa vaikka kuinka usein ohjelman aikana.
 |
Lotan konekoordinaatisto (MACHINE COORDINATES) määrittelee laatikkomaisen työalueen jonka origo on kiinteästi laatikon vasen taka-ylänurkka. Syy valita juuri tämä nurkka origoksi on käytännöllinen; ajettaessa kaikki akselit kotiasemaan, annetaan työkalumakasiinille maksimaalinen tila liikkua vaihdon aikana törmäämättä työkappaleeseen. Työalueelle on mahdollista määritellä samanaikaisesti max 6 kpl työkoordinaatistoja, jotka kiinnittävät kyseisen koordinaatiston origon johonkin konekoordinaatiston pisteeseen. Kukin työkoordinaatisto voidaan määritellä vapaasti muista riippumatta. |
Työkoordinaatiston origon määrittäminen
Johtuen tavasta, jolla Lotan työkalujen pituusoffset määritellään, on työkoordinaatiston origon paikka määritettävä täsmällisesti tässä kuvatulla tavalla. Mikäli näin ei menetellä, eivät työkalutauluun tallennetut työkalujen pituustiedot ole päteviä eikä niitä saa käyttää ohjelmassa. Toimi siis kuten tässä on kuvattu.
- Valitse työkaluksi piippari. Piipparia ei säilytetä makasiinissa, joten tämä tehdään poistamalla karalla oleva työkalu käsin ja korvaamalla se piipparilla.
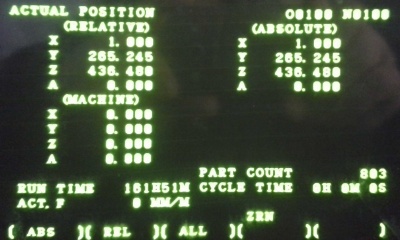
- Valitse näyttöön asematieto [POS] ja varmista konekoordinaattien näkyminen pehmonäppäimellä [ALL]

- Ohjaa piipparin kuula käsinajolla ([MPG] on käyttökelpoisin) lähelle työkappaletta. Kun olet päättänyt mikä piste tulee olemaan työkoordinaatiston origo, niin ohjaa piipparin kuula koskettamaan origoa vuorotellen X- ja Y- suunnista. Järjestyksellä ei sinänsä ole väliä. Oletetaan että aloitat X-suunnan määrityksellä. HUOM: koska origo voidaan määritellä vapaasti, piippari voi lähestyä kosketuskohtaa joko oikealta tai vasemmalta. Tämä aiheuttaa eron X-koordinatin laskennassa mikä huomioidaan myöhemmin.
- Kun kuula koskettaa työkappaletta se ilmaisee kosketuksen ääni- ja valomerkillä. Jos tarvitset hyvin tarkan paikkakoordinaatin, niin iteroi kosketus skaalamalla käsipyörän liikettä pienemmäksi [100] -> [10] -> [1] kunnes haluttu kosketustarkkuus on saavutettu.
- Lue kontaktin X-koordinaatti MACHINE koordinaattien X-riviltä.
- Kompensoi piipparin kuulan säde. Mikäli lähestyit vasemmalta, on kosketus säteen verran positiivisemmassa suunnassa, joten lisää lukemaan 5,000 mm. Mikäli taas lähestyit oikealta, vähennä sama määrä.
- Vaihda näyttöön offsetit [MENU OFSET] ja selaa [PAGE] näyttöön haluttu työkoordinaatisto
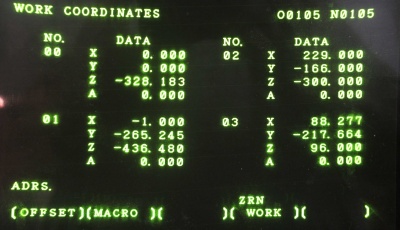
- Siirry [CURSOR] halutun koordinaatiston numeron kohdalle ( 1 = G54, 2 = G55 jne. ÄLÄ valitse koordinaatistoa 0!)
- Syötä äsken mitattu ja korjattu lukema nyt X-koordinaatin arvoksi käyttäen näytön oikealla puolella olevia numeronäppäimiä sekvenssillä [X] [nnn.nnn] [INPUT]. Varmista, että syöttämäsi luku näkyy nyt oikeassa paikassa, eli valitun työkoordinaatiston X-lukemana.
- Toista harjoitus ohjaamalla piipparin kuula nyt Y-suunnassa origoon ja lue asema sekä ohjelmoi koordinaatti vastaavalla tavalla Y-lukemaksi. X/Y-suunnat on nyt asetettu.



Piipparia ei voi samalla tavalla käyttää Z-suunnan origon määrittämiseen johtuen Lotan käyttämästä työkalujen pituuskompensoinnista. Itse asiassa Z-suunnan origo määritellään hyvin suoraviivaisesti mittaamalla sen korkeus pöydän pinnasta. Saatu lukema kirjataan suoraan työkoordinaatistoon Z-offsetiksi.
Kunnes saadaan hankittua tarkoitukseen pyhitetty mittalaite, on korkeuden mittaus helpointa käyttäen apuna särmärautaa ja työntömittaa. Aseta särmärauta Z-tason päälle kohtaan jossa se asettuu mahdollisimman vaakasuoraan. Mittaa työntömitalla särmäraudan yläpinnan korkeus pöydästä (varo roskia ja lommoja pöydässä!). Nyt kun vähennät tuloksesta särmäraudan paksuuden (4,000 mm Lotan vakioraudoilla) niin tulos on Z-koordinaatti suoraan ja se voidaan asettaa samoin kuin X- ja Y-koordinaatit edellä.
WORK COORDINATES -näytöllä näkyvä koordinaatisto 0 on ns. EXT eli Extra-koordinaatisto joka käyttäytyy eri tavoin kuin muut 1 ... 6. EXT-koordinaatistoon asetetut offsetit ovat aina voimassa riippumatta siitä, mitä muita koordinaatistoja on ohjelmoitu käytettäväksi. Lotan työkalujen pituusoffsettien määritys perustuu EXT Z-offsetin käyttöön siten, että siinä on referenssityökalun pituus. TÄTÄ LUKEMAA EI PIDÄ MENNÄ MUUTTAMAAN jollei tarkoitus ole kalibroida koko pituusoffsetin laskentaa. Mikäli lukema muuttuu, jokaisen työkalun pituus menee väärin saman tien. ÄLÄ siis sorki tuota lukua!